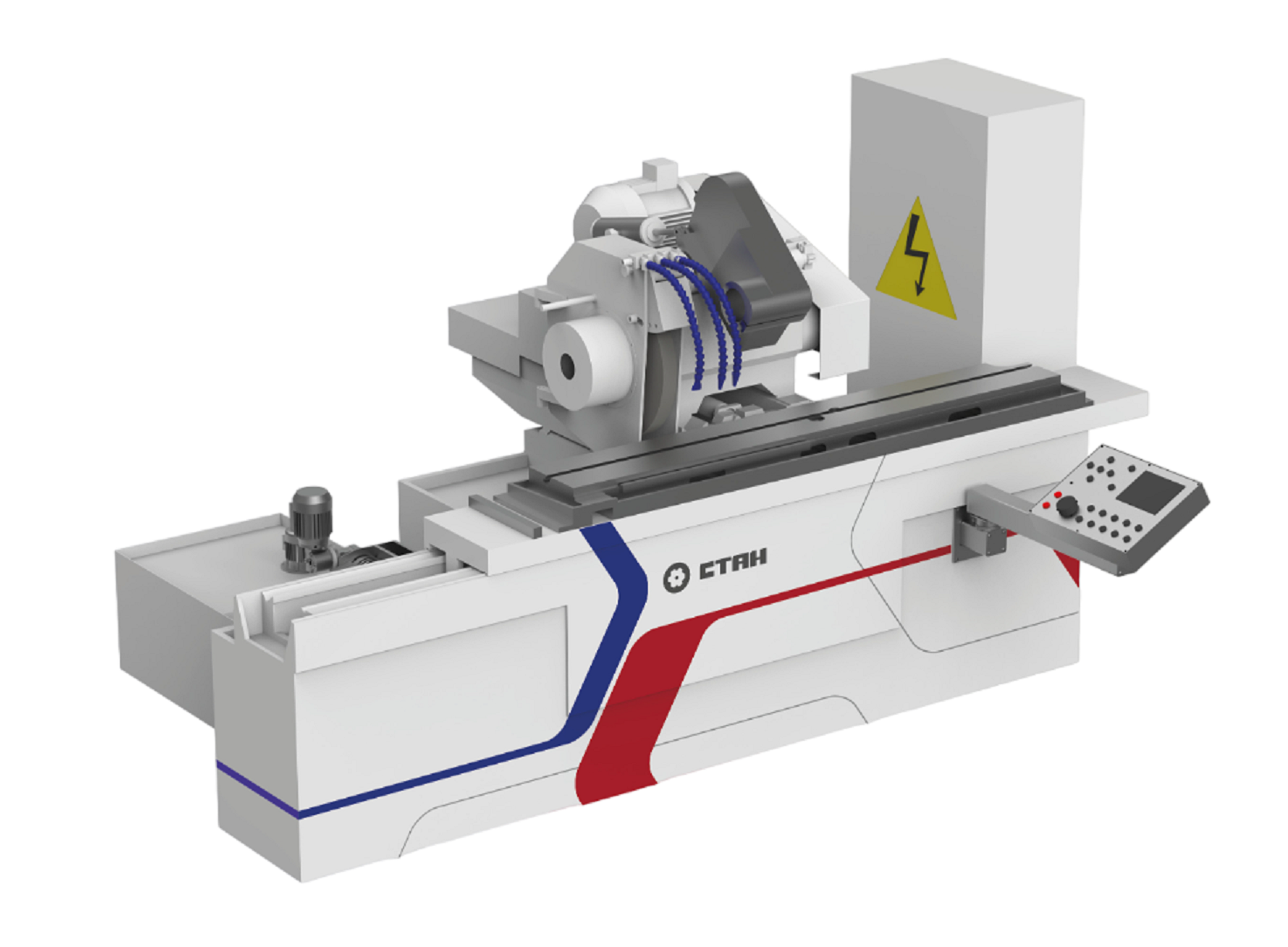
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ В БАЗОВОМ ИСПОЛНЕНИИ
Характеристики обрабатываемой детали
Наибольший размер устанавливаемой заготовки (Ø х Д) 280х710 (1000, 1400) мм
Наибольший диаметр шлифования при номинальном диаметре шлифовального круга в люнете 60 мм
Наибольший диаметр шлифования при номинальном диаметре шлифовального круга без люнета 280 мм
Максимальная масса устанавливаемого изделия при наружном шлифовании в центрах 250 кг
Максимальная масса устанавливаемого изделия при наружном и внутреннем шлифовании в патроне 60 кг
Максимальная масса устанавливаемого изделия при внутреннем шлифовании в патроне с люнетом 80 кг
Характеристики устанавливаемого инструмента
Шлифовальный круг по ГОСТ Р 52781-2007 (тип DxTхН) 1600х63х305 мм
Шпиндель
Частота вращения передней бабки 40-500 об./мин
Частота вращения шпинделя шлифовальной бабки 1590 об./мин
Частота вращения шпинделя шлифовальной бабки 1590 об./мин
Рабочая зона
Высота центров над столом 185 мм
Стол
Наибольший угол поворота верхнего стола по часовой стрелке 3°
Наибольший угол поворота верхнего стола против часовой стрелки 8°
Наибольший угол поворота верхнего стола против часовой стрелки 8°
Точность обработки
Точность обработки образца изделия:
- крутость при обработке в центрах 1,6 мкм
- постоянство диаметров в продольном сечении (при обработке в центрах) 6 мкм
- шероховатость обработанной цилиндрической наружной поверхности 0,16 мкм
- крутость при обработке в центрах 1,6 мкм
- постоянство диаметров в продольном сечении (при обработке в центрах) 6 мкм
- шероховатость обработанной цилиндрической наружной поверхности 0,16 мкм